Marketing Agency
free
with
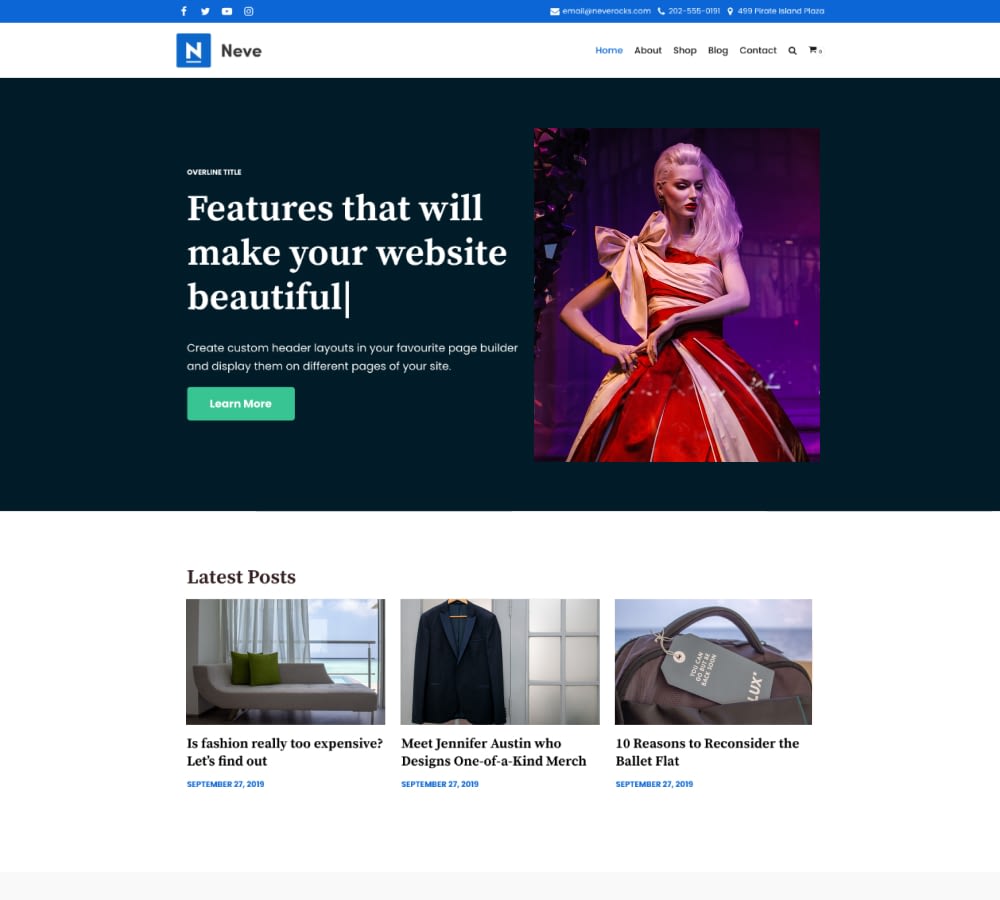
Neve


Travel Agency
free
with
Neve
Yoga Studio
free
with
Neve
Music Band
free
with
Neve

Architecture
free
with
Neve
"We recently needed to overhaul our website and ThemeIsle provided all the resources we could have ever imagined. The templates are very elegant, very easy to use and manipulate. I can attest that our website views increased exponentially. We absolutely love ThemeIsle!"

Neal Newman – academyselfdefense.com
Restaurant
free
with
Neve

Photography
free
with
Neve

Vacation Rental
free
with
Neve
Sports Club
free
with
Neve

Fitness Trainer
free
with
Neve

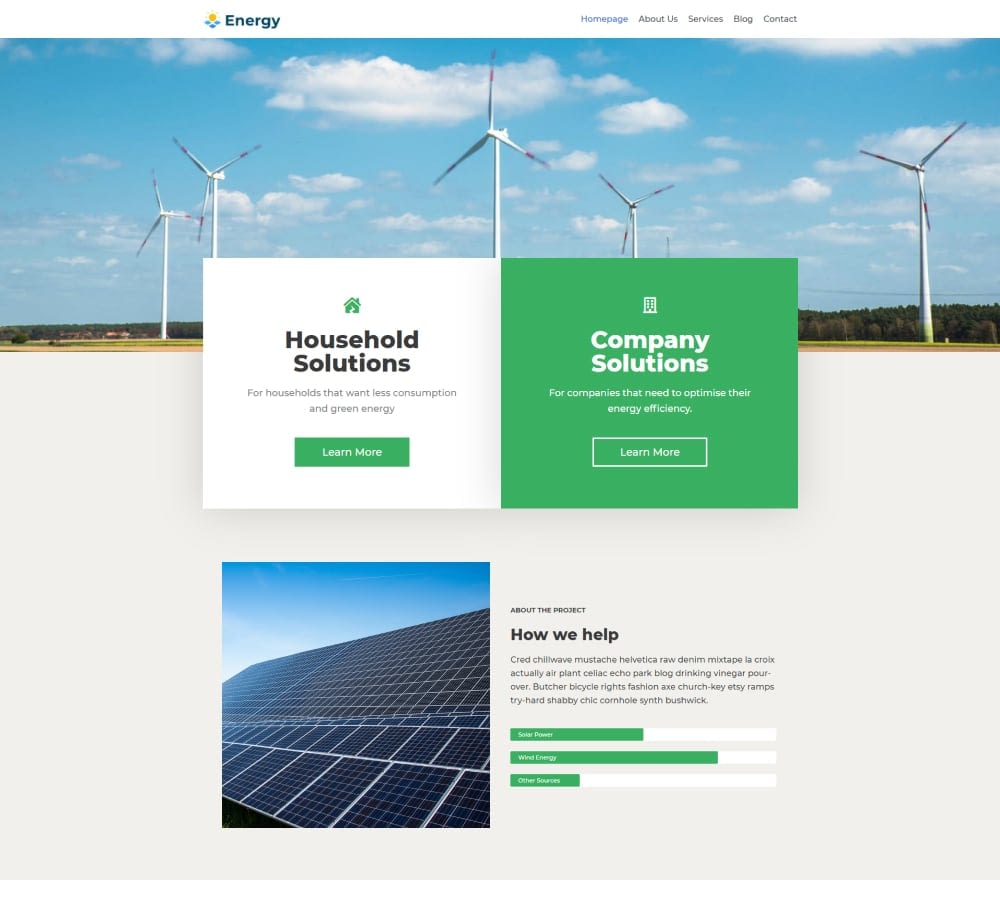
Energy Panels
free
with
Neve



Web Agency
free
with
Neve

Industrial
free
with
Neve PRO
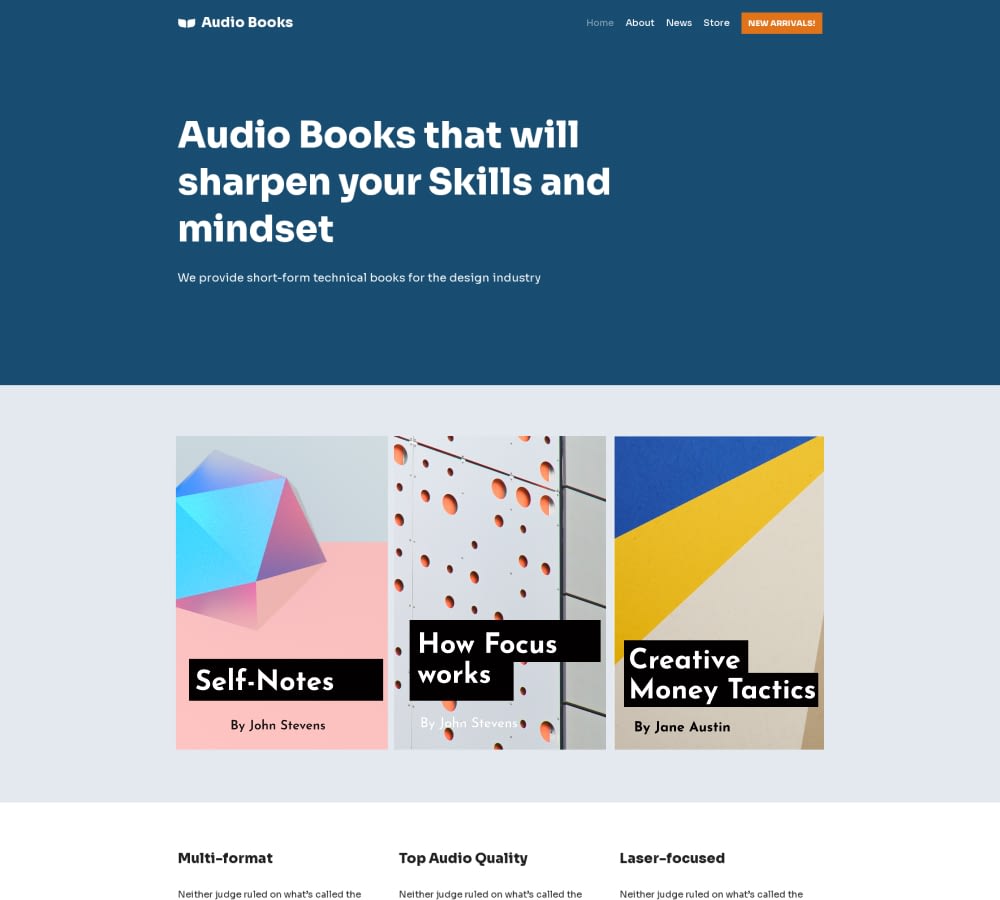
Audio Books
free
with
Neve PRO
Craft Beer
free
with
Neve PRO
Fishing and Hunting Club
free
with
Neve PRO
Recipes Blog
free
with
Neve PRO

Web Agency Pro
free
with
Neve PRO

Conference
free
with
Neve PRO
Real Estate Agency
free
with
Neve PRO

Business Consulting
free
with
Hestia PRO

Lawyers Firm
free
with
Hestia PRO

Online Course
free
with
Neve PRO
Architecture Studio
free
with
Neve PRO

Accounting
free
with
Neve PRO
NFT Illustrator
free
with
Neve PRO
University
free
with
Neve PRO
Web Developer
free
with
Neve PRO
Product Launch
free
with
Neve PRO

Personal Blog
free
with
Neve PRO

Hestia Pro
free
with
Hestia PRO
Jewellery Shop
free
with
Neve PRO

Industrial Company
free
with
Hestia PRO

Finance Blog
free
with
Neve PRO

Fitness
free
with
Hestia PRO
Coding School
free
with
Neve PRO